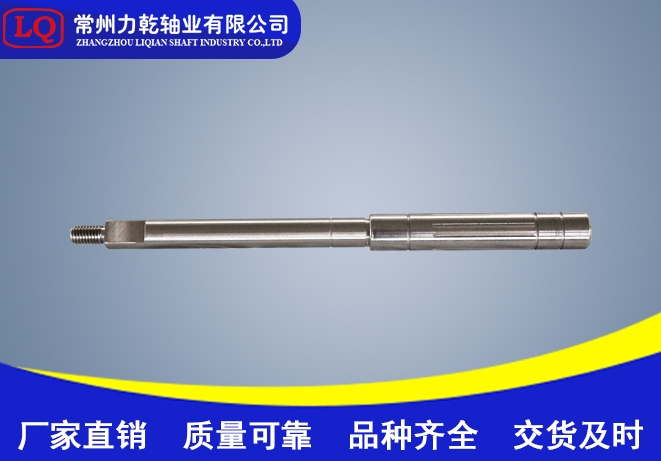
主要生产各种型号转轴,风机轴,电机轴
以技术创新为生命,以品质求生存
 | 服务热线: |
| 13775170618 |

主要生产各种型号转轴,风机轴,电机轴
以技术创新为生命,以品质求生存
| 服务热线: |
| 13775170618 |

常州力乾轴业有限公司
联系人:胡力健
手机号:13775170618
电话:0519-88381085
邮箱:437658709@qq.com
网址:www.liqianzy.com
地址:常州市戚墅堰前杨工业区158号
怎样处理微型精密电机轴的故障?
无论是哪一种性质的精密电机轴,它都需求经过一系列的加工程序才可以使用在相关的装备和配置内部。普通环境下,各类行业所常用的轴类有严紧电机轴,台阶轴,搓花轴,微型马达轴,异形轴,微型电机轴,不锈钢电机轴,扁位轴,马达轴芯,光轴。每一种行业会根据本身的产品性质来决意轴的分类,并不是全部轴类都可以使用在相关的装备里。这些轴类加工品,需求通过焊接这一种形式来增强它的属性和功效。微型电机轴轴颈断裂理论上是可以修复的,全部修复过程当中,焊接和焊后热处理是紧张的关节。焊前必须对原轴及加工轴头仔细清算,严酷清除全部会产生氢气的油类等杂质。焊接可选用结857焊条,直径为3.2,焊接前将焊条故在热源处烘干2h,随用随取,清除焊条中的水分。在直流电焊机上采用反接法举行焊接,首先将电机转子轴及加工轴头预热300℃取出后吊到滚轮支架上,首先对称交错焊朴,逐层添满U型坡口。

焊接时电流值可取90~100,慢速焊防止转子轴过热。焊完后登时用气割炬加热焊补地位100~120毫米之内区域,同时接续滚动转子轴,使之受热匀称,以免变形。当加热温度达500~600℃时保温1h,吊入300℃的烘炉一起冷却至常温。
机器加工车间生产的决策、调剂,工人的操纵,零件的加工品质检测,加工老本的核算,都因此工艺规程为依据的。处理生产中的问题,也常以工艺规程作为配合依据。如处理品质变乱,应按工艺规程来确定各相关单元、人员的义务。
车间要生产新零件时,首先要制定该零件的机器加工工艺规程,再根据工艺规程举行生产筹办。如:新零件加工工艺中的关节工序的剖析研究;筹办所需的刀、夹、量具;原质料及毛坯的采购或生产;新装备的购置或旧装备改装等,均必须根据工艺来举行。
新建批量或大量量机器加工车间时,应根据工艺规程确定所需机床的品种和数量以及在车间的安插,再由此确定车间的面积大小、动力和吊装装备配置以及所需工人的工种、技术等级、数量等。

常州力乾轴业有限公司
电话:0519-88381085
地址:常州市戚墅堰前杨工业区158号